Przemysł spożywczy stanowi fundamentalną gałąź gospodarki — bez jego sprawnego działania nie moglibyśmy zaspokoić najbardziej podstawowej potrzeby biologicznej. Pod tym pojęciem kryje się szerokie spektrum zakładów: rzeźnie, młyny, piekarnie, mleczarnie, zakłady przetwórstwa mięsnego oraz rybnego, cukrownie, browary, gorzelnie czy wytwórnie soków. Skalę tego sektora widać wyraźnie w liczbie ludzi zaangażowanych w produkcję żywności — to gigantyczny mechanizm, którego płynne działanie wymaga nie tylko kadry, ale przede wszystkim specjalistycznego sprzętu.
Komora wędzarniczo-parzelnicza
Kocioł warzelny
Mieszałka
Myjka do pojemników
Myjka skrzyniopalet
Linia do produkcji pierogów
Linia do smażenia
Wirówka do odsączania kapusty
Masownica próżniowa
Komora dojrzewalnicza
Wilk masarski
Stół rozbiorowy
Szczeciniarka
Dziś automatyzacja i mechanizacja znacząco odciążają pracowników zakładów spożywczych. Urządzenia te nie tylko przyspieszają produkcję, ale także gwarantują powtarzalność procesów technologicznych oraz bezpieczeństwo sanitarne. Różnorodność dostępnych maszyn sprawia, że każdy podmiot — niezależnie od profilu i wielkości — może dopasować technologię do swoich potrzeb. Poniżej przedstawiamy szczegółowy przegląd urządzeń wykorzystywanych w różnych branżach spożywczych.
Komora wędzarnicza tradycyjna
Mimo postępu technologicznego, tradycyjne metody wędzenia pozostają w cenie zarówno wśród drobnych wytwórców, jak i większych zakładów przetwórczych. Komora wędzarnicza tradycyjna opiera się na palenisku ze stali nierdzewnej, w którym kontrolowane spalanie polan drewna liściastego — olchy, buku czy wiśni — generuje aromatyczny dym.
Układ kanałów dymu przebiega u dołu komory i okalając przesuwane produkty, nadaje im charakterystyczną nutę smakową oraz wydłuża trwałość. Wędzenie tradycyjne wymaga jednak regularnego nadzoru: polana muszą być dorzucane w odpowiednich odstępach czasu, a temperatura dymu — monitorowana ręcznie. Dla zakładów stawiających na rzemiosło i unikatowość profilu sensorycznego wyrobów, taka komora pozostaje niezastąpionym narzędziem.

Komora wędzarniczo-parzelnicza
To urządzenie uniwersalne — oprócz wędzenia obsługuje pełen zakres obróbki termicznej: suszenie, parzenie, pieczenie i schładzanie. Dzięki modułowemu systemowi i zaawansowanej automatyce komora może zastąpić kilka pojedynczych urządzeń. Stosuje się ją do mięs, wędlin, ryb, drobiu i serów dojrzewających, a po doposażeniu w grzałki elektryczne lub palniki gazowe — również do wypieków piekarniczych.
Każdy moduł zawiera: wymiennik ciepła, wentylator osiowy, układ wylotowy, system produkcji pary, kanał dopływu świeżego powietrza oraz sekcję zasysającą dym z dymogeneratora na wióry. Modele zaawansowane dysponują dodatkowo układem cyrkulacji poziomej i chłodzenia dymu, co pozwala na precyzyjne sterowanie profilem sensorycznym.
Izolacja termiczna ścian komory sięga 50 mm grubości, natomiast drzwi izolowane są warstwą około 100 mm — zapobiega to stratom ciepła i stabilizuje parametry wewnątrz. Proces wędzenia przebiega w pełni automatycznie: operator wprowadza program, a urządzenie samodzielnie steruje dopływem dymu, wilgotnością i temperaturą. Czyszczenie komory również odbywa się bez udziału człowieka — za pomocą dysz myjących i dozownika środków chemicznych.
Alternatywą są komory hybrydowe, łączące tradycyjne palenisko z automatycznym systemem cyrkulacji dymu. Taki model pozwala zachować smak wędzenia na drewnie, jednocześnie eliminując konieczność stałego dozoru. Komora hybrydowa gwarantuje pełną powtarzalność warunków procesowych przy zachowaniu tradycyjnego charakteru wyrobu.

Kocioł warzelny
Kocioł warzelny służy do gotowania mięsa, wędlin i topienia tłuszczów zwierzęcych. Najlepsze modele wykonane są z kwasoodpornej stali chromowo-niklowej (AISI 304 lub 316), izolowanej warstwą piany poliuretanowej lub wełny mineralnej. Ogrzewanie odbywa się gazowo (palniki atmosferyczne lub ze sterowaniem modulowanym) albo elektrycznie — za pomocą grzałek w płaszczu wodnym.
Tryb automatyczny kotła zapewnia ścisłą powtarzalność cykli termicznych, co jest niezbędne np. przy produkcji seryjnej parówek czy kiełbas. Sterownik PLC pozwala zaprogramować krzywą nagrzewania, czas ekspozycji i tempo schładzania, minimalizując ryzyko błędów ludzkich.
Kotły z mieszadłem mają szerokie zastosowanie w przetwórstwie warzywno-owocowym. Mieszadło (ramowe, kotwiaste lub skrobakowe) zapobiega przypalaniu produktu do ścianek, gwarantując jednorodność konsystencji sosów, zup, smalcu, konfitur i musów. W zależności od lepkości produktu dobiera się typ i prędkość obrotową mieszadła — dla gęstych farszów stosuje się mieszadła kotwiaste z niewielką liczbą obrotów, dla sosów — szybkoobrotowe łopatkowe.

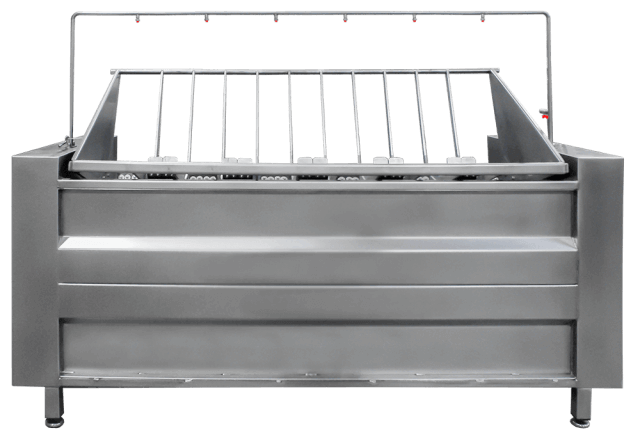
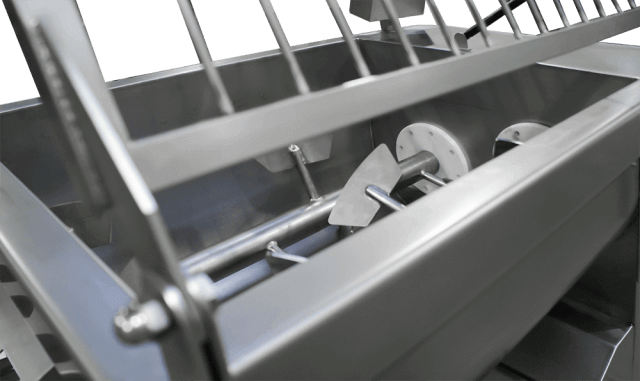
Mieszałka
Mieszałki stosowane w przemyśle spożywczym dzielą się na otwarte i próżniowe oraz według konstrukcji mieszadeł — na łopatkowe i typu Z. Mieszają warzywa, owoce, sosy, konserwy, farsze mięsne oraz pasty rybne. Sercem urządzenia są dwa przeciwbieżne wały z mieszadłami sprzężone przekładnią łańcuchową lub pasową.
Mieszałka próżniowa, dzięki obniżonemu ciśnieniu w komorze, redukuje utlenianie produktu i ogranicza rozwój mikroorganizmów tlenowych. To rozwiązanie szczególnie przydatne przy produktach wrażliwych na barwę i zapach (np. farsze drobiowe). W mieszałkach otwartych istotna jest szczelność łożysk i system ochrony przed przedostawaniem się smaru do masy produktowej.
Konstrukcja typu Z — z mieszadłami w kształcie litery „Z” — zapewnia intensywne mieszanie ciast gęstych o konsystencji plastycznej. Modele łopatkowe sprawdzają się przy masach płynnych i półpłynnych, wymagających delikatnego mieszania bez niszczenia struktury włókien (np. surówki warzywne).
Myjka do pojemników
Automatyczna myjka do pojemników aluminiowych i plastikowych przyspiesza cykl czyszczenia i ogranicza zużycie wody o nawet 60% w porównaniu do mycia ręcznego. Pojemniki przemieszczają się na rolkowych prowadnicach przez kolejne sekcje: wstępne spłukiwanie, mycie detergentem, płukanie końcowe i suszenie gorącym powietrzem.
Strumienie wody pod ciśnieniem 3–6 barów trafiają na pojemnik ze wszystkich stron dzięki dyszom rozmieszczonym na ramionach obrotowych. Dozownik detergentu automatycznie miesza środek czyszczący z wodą w proporcji zalecanej przez producenta, gwarantując skuteczne usunięcie残ów białka i tłuszczu. Obieg wody jest zamknięty — woda z pierwszej sekcji trafia do zbiornika buforowego, gdzie jest filtrowana i podgrzewana przed ponownym użyciem.
Sekcja płukania wykorzystuje świeżą wodę z sieci, która po spłukaniu pojemnika spływa do zbiornika sekcji myjącej — tzw. kaskadowy układ wody. Dysze powietrzne w sekcji suszenia wydmuchują resztki wilgoci, przygotowując pojemnik do natychmiastowego ponownego użycia. Obsługa urządzenia wymaga jednej osoby do załadunku i odbioru czystych pojemników — reszta procesu odbywa się automatycznie.

Myjka skrzyniopalet
Skrzyniopalety drewniane i plastikowe myje się w tunelowej myjce, przez którą przechodzą pojedynczo. Urządzenie pracuje cyklicznie: załadunek → mycie → płukanie → suszenie → rozładunek. Strumienie wody o ciśnieniu 4–8 barów usuwają zabrudzenia organiczne i resztki produktu, a dozownik środka myjącego jest zsynchronizowany z cyklem pracy.
Woda krąży w układzie zamkniętym z filtracją mechaniczną (filtr workowy lub siatkowy o oczkach 100–300 µm) i podgrzewaniem do 60–70°C. Sekcja płukania używa świeżej wody z ujęcia przemysłowego, która po płukaniu zasila sekcję mycia — oszczędność wody sięga 50% w porównaniu do mycia ręcznego. Cykl trwa 90–180 sekund w zależności od stopnia zabrudzenia, co przy pracy ciągłej daje przepustowość 20–40 skrzyniopalet na godzinę.

Linia do produkcji pierogów
Nowoczesna linia do wyrobu pierogów łączy automatyzację z tradycyjną metodą gotowania — zanurzenie w wodzie, wypłynięcie, odcedzenie i hartowanie. Dzięki temu zachowany jest klasyczny smak i tekstura, a jednocześnie eliminuje się niewydolność ręcznego lepienia.
Linia składa się z następujących sekcji:
- Formierka pierogów — dozuje ciasto i nadzienie, wycina i skleja krawędzie (najczęściej 30–120 sztuk na minutę)
- Stół formowania — miejsce gdzie pierogi układane są w rzędach przed wrzuceniem do gotującej wody
- Transporter wrzutowy — zsypuje pierogi bezpośrednio do wody bez odkształceń, unikając kontaktu z taśmą
- Maszyna gotująca — tunelowy podgrzewacz wody (92–98°C) z funkcją mieszania, zapobiegającą sklejaniu
- Wanna lub prysznic hartujący — chłodzi wyroby zimną wodą (10–15°C), usztywniając ciasto
- Sekcja schładzająca — tunelowe chłodzenie do temperatury 4–8°C przygotowujące produkt do pakowania
- Sekcja susząca — nadmuch powietrza usuwający wodę powierzchniową
Kluczowe dla powtarzalności wyrobu jest sterowanie czasem gotowania z dokładnością ±2 sekundy oraz utrzymywanie stałej temperatury wody. Linia obsługuje nie tylko pierogi, ale też kluski śląskie, kopytka, pyzy i wszelkie wyroby mączne formowane w podobny sposób. Wydajność linii semi-przemysłowej wynosi 200–600 kg/h, przemysłowej — do 2000 kg/h.

Linia do smażenia
Automatyczna linia do smażenia gwarantuje równomierne wysmażenie wyrobu i niskie zużycie oleju dzięki precyzyjnemu sterowaniu temperaturą fryturzy. Taśma przenośnikowa o regulowanej prędkości 0,5–5 m/min transportuje produkty przez wannę z rozgrzanym tłuszczem roślinnym (olej słonecznikowy, rzepakowy lub palmowy) o temperaturze 160–190°C.
Transporter zanurzeniowy dociąga produkt pod powierzchnię oleju, zapewniając jednolite obsmażenie z każdej strony. Istotna jest szczelna osłona zapobiegająca ucieczce pary wodnej i zabezpieczająca przed oparzeniami. Misa smażalnika wykonana z kwasoodpornej stali ma system olejowego ogrzewania pośredniego — grzałki nie mają kontaktu z olejem, co wydłuża jego żywotność i redukuje powstawanie akryloamidu.
Wydajność linii sięga 100–500 kg/h w zależności od rodzaju produktu (frytki, panierowane nuggetsy, pączki). Automatyczny system filtracji usuwa okruchy z oleju co 30–60 minut, utrzymując jego czystość. Zużycie oleju spada o 30–40% w porównaniu do smażenia w otwartych wannach.

Wirówka do odsączania kapusty
Wirówka pozwala na mechaniczne odsączenie soku z kiszonej kapusty, ogórków, buraków i innych warzyw kwaszonych. Proces odwadniania trwa 2–5 minut i osiąga skuteczność 85–92% —kapusta po odwirowaniu zawiera 12–18% wilgoci pozostałej w strukturze komórkowej.
Urządzenie składa się z:
- Korpusu — stalowa obudowa z pokrywą zabezpieczającą przed rozbryzgami
- Komory wirującej — perforowany kosz ze stali nierdzewnej, obracający się z prędkością 300–900 obr/min
- Misy głównej — zbiornik na odwirowany sok, z odpływem grawitacyjnym lub pompą wirową
- Panelu sterowniczego — programator czasowy, regulacja prędkości obrotów, zabezpieczenie przed otwarciem pokrywy w czasie pracy
Siła odśrodkowa rzędu 200–600 G wydziela sok z przestrzeni międzykomórkowych bez niszczenia włókien kapusty. Możliwość zaprogramowania kilku cykli o różnych prędkościach pozwala dostosować proces do typu warzywa — delikatne liście sałaty wymagają niższych obrotów niż twarde buraki.

Masownica próżniowa
Masownica próżniowa służy do uszlachetniania mięsa poprzez masaż mechaniczny w warunkach obniżonego ciśnienia (0,3–0,7 bara). Spiralne mieszadła wewnątrz obracającego się bębna delikatnie rozciągają włókna mięśniowe, co zwiększa chłonność solanki i poprawia wiązanie białka — mięso staje się bardziej soczyste i plastyczne.
Parametry procesowe regulowane przez sterownik PLC to:
- Czas cykli pracy i przerw — np. 20 min pracy / 10 min postoju, łącznie 4–12 godzin
- Prędkość i kierunek obrotów bębna — 4–12 obr/min, zmiana kierunku co kilka cykli dla równomiernego masażu
- Podciśnienie w komorze — 300–700 mbar, im niższe tym szybsza penetracja solanki
- Temperatura — chłodzenie płaszcza bębna utrzymuje mięso w zakresie 0–4°C
Proces trwa 6–24 godziny w zależności od rodzaju mięsa (wieprzowina szybciej chłonie solankę niż wołowina). Masownica próżniowa redukuje straty masy podczas obróbki termicznej o 15–25% w porównaniu do mięsa niemasowanego, zwiększa wydajność produktu końcowego i poprawia krój wędliny.

Komora dojrzewalnicza
Komory dojrzewalnicze utrzymują stałe parametry mikroklimatu niezbędne do rozwoju pożądanej mikroflory na serach (pleśnie szlachetne) oraz do enzymatycznych przemian w mięsach i wędlinach. Precyzyjne sterowanie zapewnia:
- Temperatura — dla serów twardych 10–14°C, miękkich 8–12°C, salami 12–15°C
- Wilgotność względna — 75–95% w zależności od etapu dojrzewania (wyższa na początku, niższa pod koniec)
- Cyrkulacja powietrza — 5–20 wymian na godzinę, wentylatory z falownikiem regulującym prędkość
- Zawartość CO₂ — dla niektórych serów kontrolowana atmosfera z podwyższonym CO₂ (do 3%)
Komora zbudowana jest z paneli izolacyjnych o grubości 80–120 mm (pianka poliuretanowa lub polistyren), ściany i podłogi oblicowane kwasoodporną stalą lub powlekaną żywicą epoksydową. Kanały nadmuchowe i ssące rozmieszczone są tak, aby powietrze opływało produkty równomiernie, bez tzw. martwych stref.
Czas dojrzewania wynosi od 3 tygodni (sery miękkie) do 24 miesięcy (sery twarde typu Parmezan), salami dojrzewa 4–12 tygodni. W tym czasie następują złożone procesy biochemiczne — rozkład białek do peptydów i aminokwasów, hydroliza tłuszczów, rozwój aromatu i tekstury.

Wilk masarski
Wilk masarski (wilk przemysłowy, wilk do mięsa) rozdrabnia mięso poprzez wciskanie go ślimakiem transportowym przez zespół tnący. Konstrukcja zespołu tnącego decyduje o granulacji i charakterze masy wyjściowej:
- Noże krzyżowe — standardowo czteroskrzydełkowe ze stali narzędziowej, kąt ostrza 20–30°
- Siatki — perforowane tarcze z otworami Ø 3–20 mm (im mniejsze otwory, tym drobniejsza granulacja)
- Pierścienie dystansowe — regulują luz między nożem a siatką (0,05–0,2 mm), zbyt duży luz obniża wydajność
Wilk masarski przerobi także mięso mrożone w blokach — do tego stosuje się specjalne noże z węglika wolframu i wstępne rozbijacze bloków. Możliwe jest również separowanie kości z mięsa odkostnionego mechanicznie (MDM) — siatkę zastępuje perforowany bęben, a nacisk ślimakiem wymusza przechodzenie miazgi mięśnej przez otwory, zatrzymując kości.
Wydajność wilka zależy od mocy silnika i średnicy ślimaka: małe wilki (silnik 2–5 kW, ślimak Ø 82–98 mm) przerabiają 100–300 kg/h, duże przemysłowe (15–45 kW, Ø 160–200 mm) osiągają 2000–5000 kg/h. Prawidłowa eksploatacja wymaga ostrzenia noży co 500–1000 kg mięsa i wymiany sitek po zauważalnym spadku wydajności.

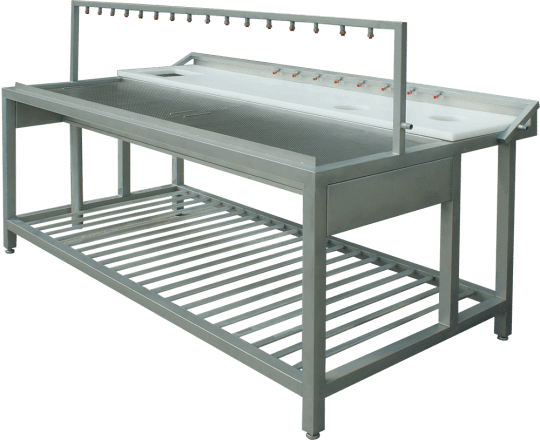
Stół rozbiorowy
Stół rozbiorowy to stanowisko do ręcznego lub zautomatyzowanego podziału półtusz i ćwierci mięsnych na elementy handlowe. Taśmociąg przenośnikowy (stalowy lub z tworzywa PCV dopuszczonego do kontaktu ze żywnością) o zmiennej prędkości 2–10 m/min pozwala dopasować tempo do umiejętności rzeźników.
Blat stołu wykonany z kwasoodpornej stali ma wymiary dostosowane do wielkości przerabianego mięsa — dla wieprzowiny 1200×800 mm, dla wołowiny 1600×1000 mm. Modele wielopoziomowe (2–3 poziomy) umożliwiają jednoczesną pracę kilku osób i segregację elementów według kategorii handlowych. Blat wymienny pozwala szybko zmienić konfigurację stanowiska — np. z rozbioru wieprzowiny na drób.
Pod blatem zainstalowane są pojemniki na odpady techniczne i odpadki — automatyczny zrzut resztek skraca czas operacji i poprawia higienę. Stoły wyposażone są w szyny jezdne do zawieszania półtusz oraz uchwyty na noże i piły taśmowe. Całość montowana jest na nóżkach regulowanych, co pozwala dostosować wysokość do wzrostu pracownika.
Szczeciniarka
Szczeciniarka mechanicznie usuwa szczecinę z oparzonych tusz wieprzowych. Łapy szczecinujące — gumowe ramiona z nacięciami — osadzone na obrotowych wałach (2–6 wałów w zależności od modelu) obracają się z prędkością 300–600 obr/min. Tusza przemieszcza się przez komorę szczeciniowania za pomocą ruchomego wybieraka — dwuramiennego mechanizmu dociskającego tuszę do łap.
Odległość tuszy od łap wynosi 20–50 mm i jest regulowana poprzez ustawienie ramion wybieraka — zbyt mała odległość może uszkodzić skórę, zbyt duża obniża skuteczność. Prędkość obrotów wałów sterowana jest z pulpitu — dla delikatnej skóry stosuje się niższe obroty (300–400 obr/min), dla grubszej wyższe (500–600 obr/min).
Wewnętrzna strona komory ma ukształtowanie łukowe z kątem nachylenia 5–8° — zapobiega to zaleganiu wyrwanej szczeciny. Prysznic myjący z ciepłą wodą (50–65°C) spłukuje resztki szczeciny i zanieczyszczeń organicznych w trakcie procesu. Wydajność szczeciniarki wynosi 60–120 tusz/h w zależności od stopnia oparzenia i grubości skóry.